




 QQ咨询:260200500
QQ咨询:260200500
帝龙科技产品属于定制产品,下单请先联系客服了解产品定制流程!
*本店所以产品均属定制,请不要随意拍下付款
*本店链接为付款链接,具体价格咨询客服(价格根据产品数量、尺寸、厚度工艺不同报价)
*总价=产品单价×数量
*详情请咨询卖家
 |
 |
 |
 |
 |
 |
 |
 |




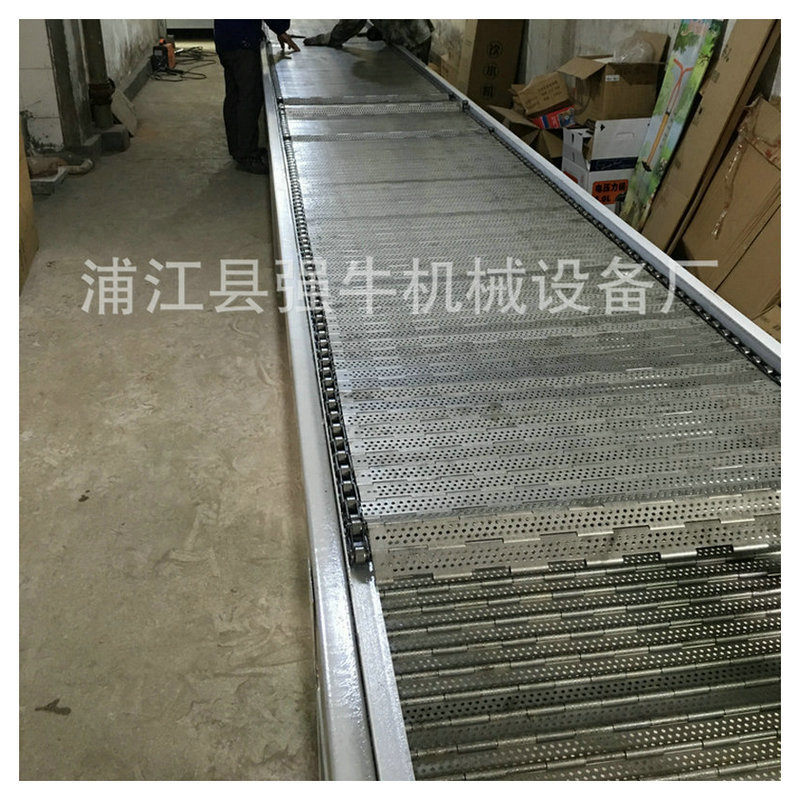
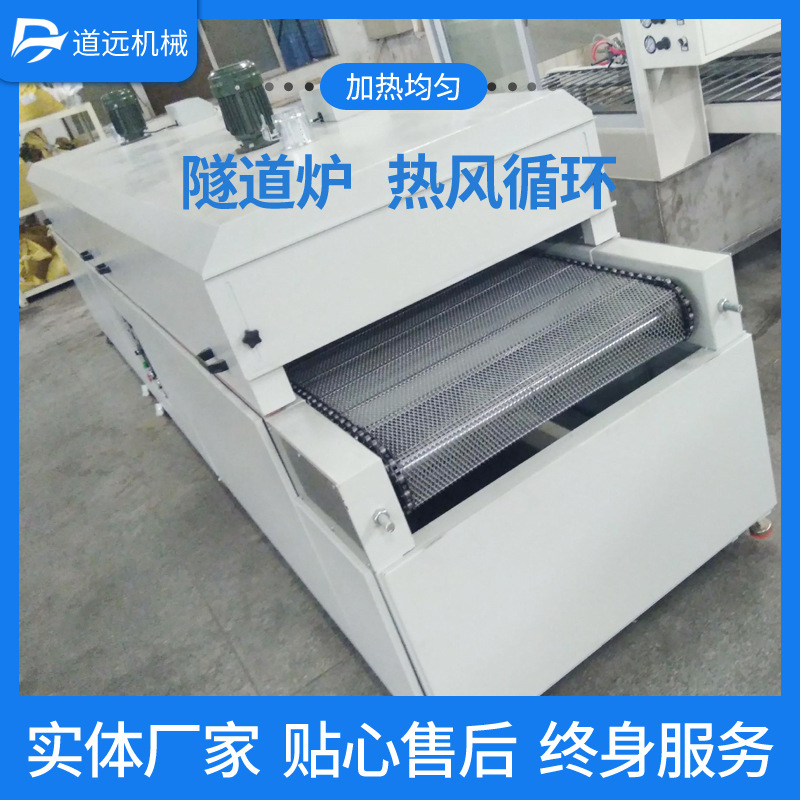
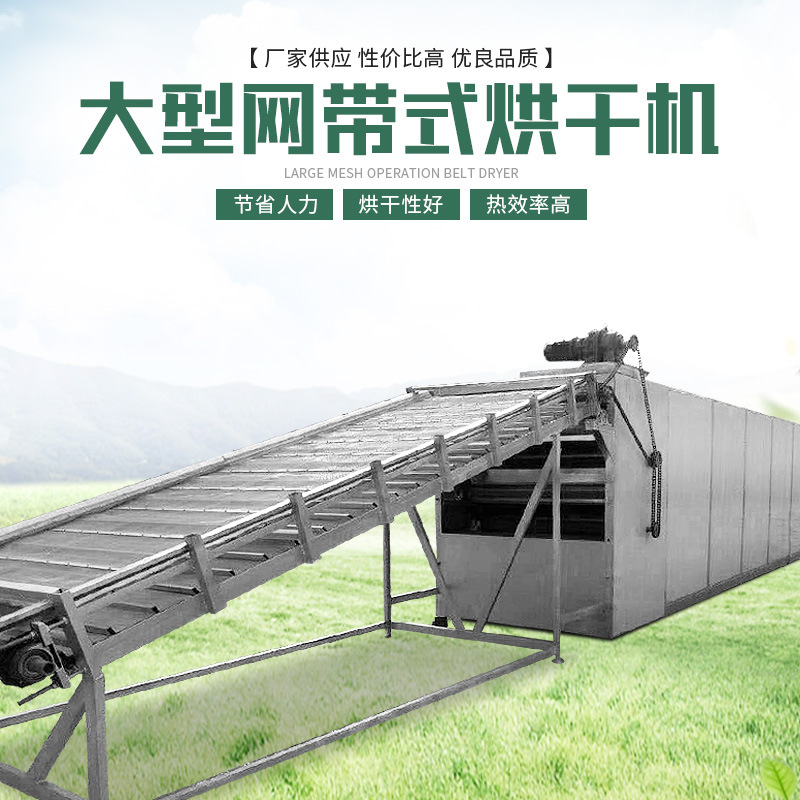
配置材料:
1.炉盖外层采用1.2冷轧板折弯制做;
2.炉盖内胆采用1.2镀锌板制做;
3.风道采用1.0冷轧板制做;
4.轨道采用2.0厚钢板折制;
5.加温可采用红外线石英加热管,碳纤维加热管,不锈钢电加热管陶瓷加热管,(具体由厂家烘烤产品而定)
6.保温层采用80K保温棉(保温厚度为8cm)
7.温控电箱 电器(温控、风机、加热)
8.托板采用1.0镀锌板制做;
9.输送带有铁氟龙网带,不锈钢网带,PVC皮带,(具体由厂家厂品烘烤产品而定)
10.动力采用变频器带电机,配减速机制做;
11.机脚采用50*50方管制做;
12.运风采用370W马达带9寸风轮制做
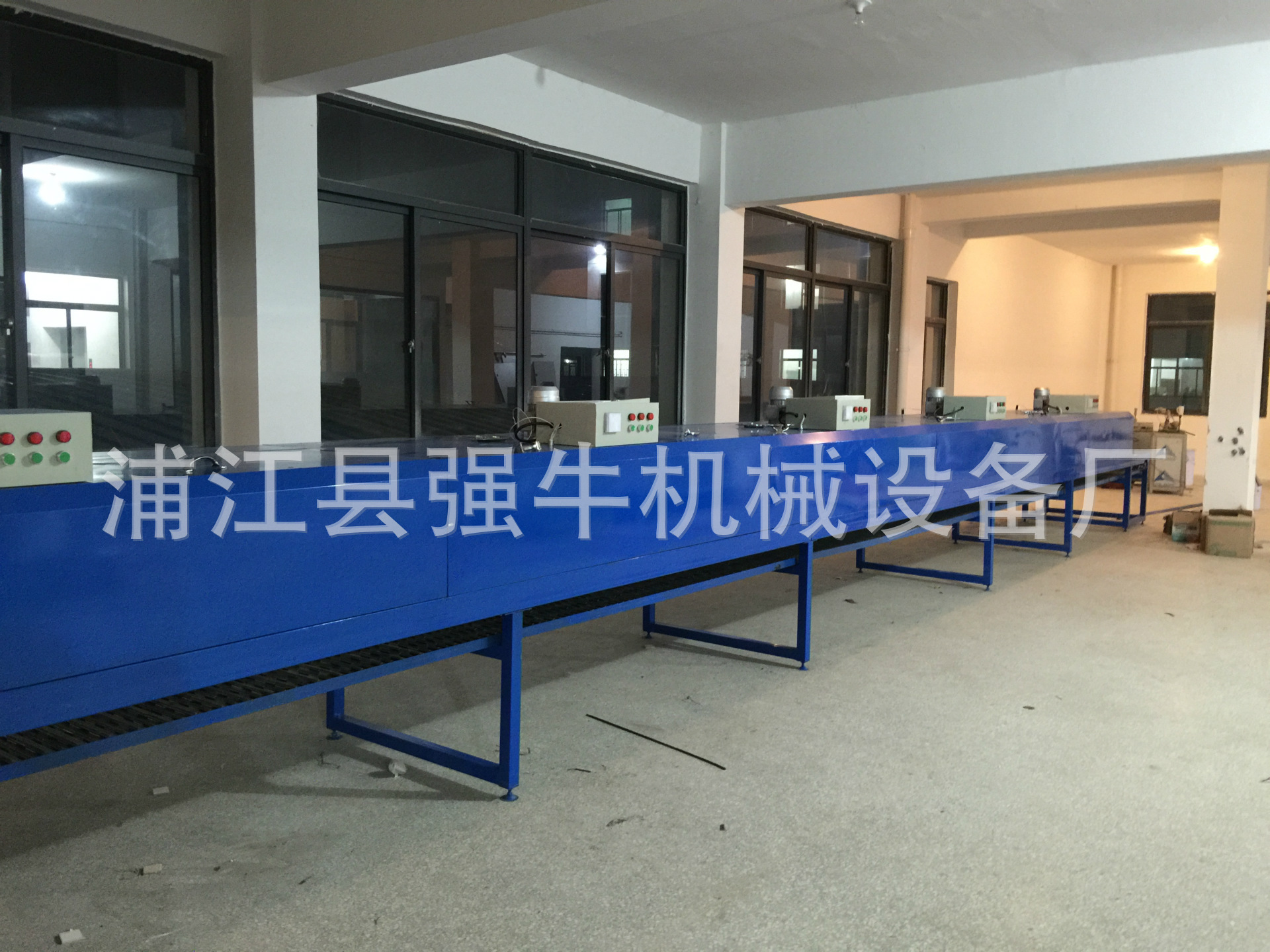
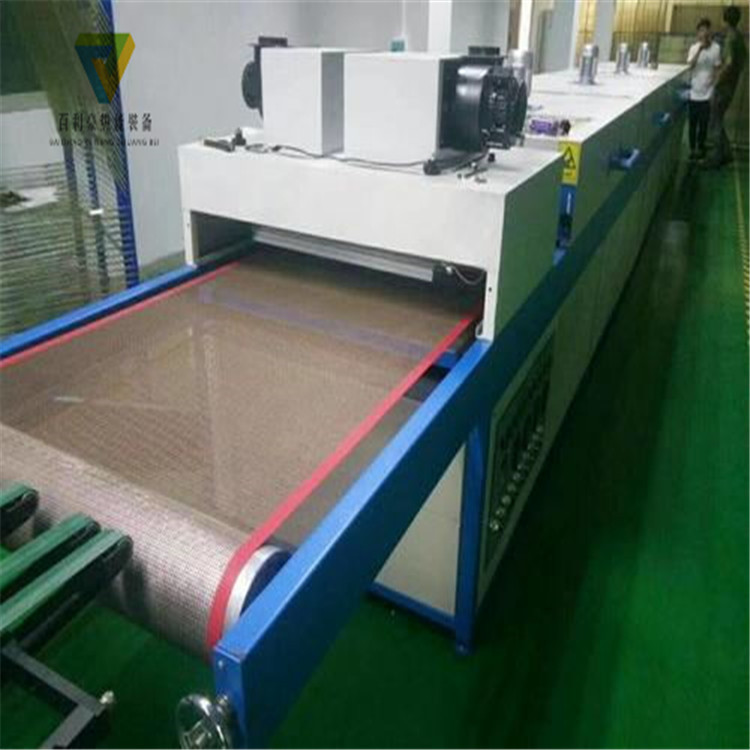
隧道炉又名烘干机采用电加热方式,温度人工设置,自动控温。原理是由风机把冷风送至安装在烘箱内风道壁上的电加热元件,加热为热风并经导流板从底部进入烘道烘干产品,热风于产品热交换后携带大量潮气经顶部排潮口排出烘箱外。产品运行是从烘箱一端进入,由链条、齿轮、滚筒托架使产品运行,产品烘干或定型后从另一端出来。由调速电机来调整运行速度,以达到理想的干燥效果和产量。本机运行具有平稳,操作简便,热效率高等优点,是产品加工生产厂家的很好设备。
此烘干机的特点之处:
1.干净卫生,采用电加热。
2.循环往复的烘干方式自动化的 程度极高,链条的运行快慢。
3.热风经过导流板从烘干机底部进入烘道烘干产品。

最佳回答:
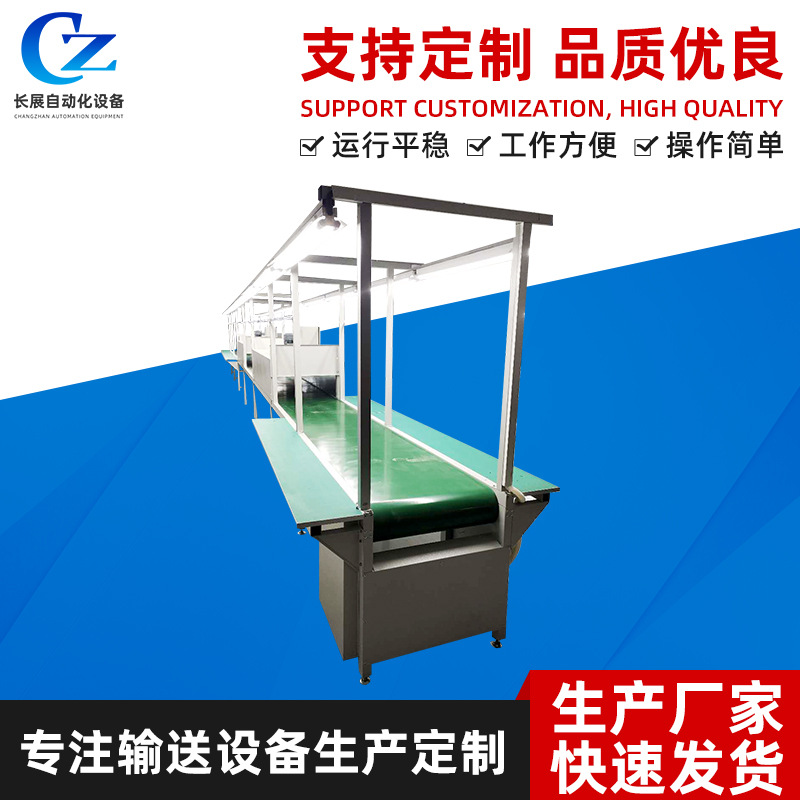
流水线又称为装配线一种工业上的生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、涨紧装置、改向装置和支承件等组成。流水线可扩展性高,可按需求设计输送量,输送速度,装配工位,辅助部件(包括快速接头、风扇,电灯,插座,工艺看板,置物台,24V电源,风批等,因此广受企业欢迎;流水线是人和机器的有效组合,最充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的输送要求。输送线的传输方式有同步传输的/(强制式),也可以是非同步传输/(柔性式),根据配置的选择,可以实现装配和输送的要求。输送线在企业的批量生产中不可或缺.流水线在工业生产中扮演着重要的角色,优化流水线直接关系着产品的质量和生产的效率,因此成为企业不得不关注的话题。1、优化流水线第一站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于第一站, 第一站一定不是瓶颈站, 所以第一站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理的角度来看, 要确实要求第一站作业者依规定速度投入。流水线的输送带速度也可反推算出日产量, 下面为输送带速度的公式:输送带的pitch时间 = 整日的上班时间/日产量*(1+不良率)输送带的速度= 记号间隔距离 /输送带的pitch时间所谓记号间隔距离, 在流水线的皮带上所做的记号间的距离, 希望作业者依记号流经的速度完成作业并放置在皮带线上; 但炼条线并没有做记号, 就以板子的长度当做记号间隔距离。为何要用输送带? 除了运送物品外, 还有半强制作业者依计划完成作业的功能, 但不是一味地加快去试试看, 而应依上述公式去计算求得。2、观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中最长的。瓶颈站的作业时间就变成了整条流水线实际产出的cycle时间, 而日产量公式如下:日产量 = 实整日的上班时间/际cycle时间故现场干部只要减少其作业时间, 就可明显提升产量, 如将零件拿一些给别站做、使用治工具以节省动作、改善作业域的配置等等。但在解决瓶颈站后, 可能会出现新的瓶颈站, 所以又要对此新的瓶颈站进行改善, 因此持续盯着瓶颈站改善, 整条流水线的效率就会日日提升。3、观察流水线最后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下:效率 = 投入cycle时间/实际cycle时间 = 第一站的作业时间/最后一站的作业时间当然也可用瓶颈站的作业时间来算, 不过观察最后一站总是较简单、实际。在流水线上的在制品数量就等于:( 最后一站的作业时间 – 第一站的作业时间 ) * (整日的上班时间/最后一站的作业时间)4、稼动率的观察稼动率 = 在作业的时间 / 整日的上班时间所谓稼动就是流水线上有效的工作, 作业者坐在位子上并不表示他有在工作, 有在工作才能做出产品来, 所以要观察作业者在作业的时间。但在实际上, 不可能全天对每个作业者进行测量, 所以有种工作抽查的手法来仿真测量, 其实说穿了就是不时去看作业者在做什么。5、流水线作业者坐在位子上并不表示他有认真在工作, 所以最后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作业速度, 反之不佳, 如此来观察就比较简单。流水线作业不过不是快就是好, 其动作必须是有附加价值的, 所以还要看其动作是否简单扼要, 所以要求动作经济原则的观念, 简单地说, 人类手部的动作可分为移动、握取、放开、前置、组立、使用、分解, 还有一种心理的精神作用, 其中严格来说只有两种动作有附加价值: 组立、使用, 所以在能满足生产要求的条件下, 尽量排除或简化其它的动作。其原则如下:1、移动: 使物料自动到达所要的位置、缩短移动距离、减少需移动物品的重量、移动路径周围避免有东西会妨碍移动、让料盒斜置以缩短绕过边缘的距离等。2、握取: 料盒里的物料尽可能整齐排放, 不要杂乱堆积、不方便拿取的东西能先预留握取的空间等。3、前置: 同握取一样, 料盒里的物料尽可整齐排放, 不要杂乱堆积等。4、组立: 以治工具代替手作业等。5、使用: 使机械全自动化等。6、精神作用: 利用机械取代人为判断、减少作业者目光的移动等。流水线安装注意事项:流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线安装之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线安装工作地的排列方法等问题。流水线安装时工作地的排列要符合工艺路线,当工序具有两个以上工作地时,要考虑同一工序工作地的排列方法。一般当有两个或两个以上偶数个同类工作地时,要考虑采用双列布置,将它们分列在运输路线的两例。但当一个工人看管多台设备时,要考虑使工人移动的距离尽可能短。
最佳回答:
通过流水线的搬运,降低了物料传递的时间,使得工人更多的时间用于生产组装!
所以相对于传统的流水线会提高效率!
其他答案1:
因为让员工不能懒惰下来,能加快生产进度,提高员工的自觉性
其他答案2:
熟能生巧,流水线上工人的工作是固定的
最佳回答:
装配流水线最大的性能就是具有较大的灵活性,能适应多品种生产的需要;在不能采用流水生产的条件下,组织生产线是一种比较先进的生产组织形式。
如果装配流水线是按对象组织起来的,完成产品工艺过程的一种生产组织形式,那么配备生产零、部件所需要的各种设备和各工种的工人,负责完成零、部件的全部制造工作,对相同的劳动对象进行不同工艺的加工。
简而言之,装配流水线就是“功能分解,空间上顺序依次进行,时间上重叠并行”。
最佳回答:
重复的简单动作换机自动化机械 替代
自动化的价格也不是高可怕,
找一些人进行学习,最好是熟悉工艺的在去看 有哪些自动化方法可以实现
其他答案1:
找专业的工程师他会给你建议 一般人弄了毛病多 以后还不好升级 最好叫他设计不要包给他
其他答案2:
提高企业的管理和工作效率!
最佳回答:
这个怎么说那?流水线都可以控制运行速度的,这要看产品的工艺要求,不能说流水线缩短就能提高生产效率,这说法完全错误
最佳回答:
根据生产线长度得出工位数量,再根据各工序的作业需要的最长时间来确定生产节拍。当然,作业时间长的可以拆分,使每个工位作业量和作业时间相同。
流水线又称为装配线,一种工业上的生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、涨紧装置、改向装置和支承件等组成。流水线可扩展性高,可按需求设计输送量,输送速度,装配工位,辅助部件(包括快速接头、风扇,电灯,插座,工艺看板,置物台,24V电源,风批等,因此广受企业欢迎;流水线是人和机器的有效组合,最充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的输送要求。输送线的传输方式有同步传输的/(强制式),也可以是非同步传输/(柔性式),根据配置的选择,可以实现装配和输送的要求。输送线在企业的批量生产中不可或缺。
其他答案1:
根据生产线长度得出工位数量,再根据各工序的作业需要的最长时间来确定生产节拍。当然,作业时间长的可以拆分,使每个工位作业量和作业时间相同
其他答案2:
根据瓶颈节拍确定流水线速度!
其他答案1:
流水线的应用是指某些环节,因为不断的重复操作,在流水线上,这个环节会变成熟练工,非常熟练,进而提高效率。
如果一个工程在某个环节上要不断重复,那就变成通用函数,公用界面了。写一次被调用100次,不需要重复操作。
如果说把界面设计,业务设计等分开变成不同环节,倒是有,只不过分不了几个部分。还没有达到可以称之为流水线的程度。
最佳回答:
一、自动生产线现状及问题分析
1、自动生产线现状某厂主要生产线缆,根据连接器部分基座组装方法和基座的数量不同可分为4大类型号:HM2-5*2、HM2-5*4、HM2-5*6、HM2-5*8。另外,根据线长的不同具体型号又有区别。该厂正常情况下,每周工作6天,每天上午8:00~12:00,下午13:30~17:30,其中上下午中间各休息10min。现以HM2-5*8自动线为例,自动生产线的现有周生产任务为4351.3根,而且每周的生产任务仍在大幅提高。随着线缆市场需求日益增加,仅依靠传统的增加员工数量来提高产量已无法满足订单需求。该线作业人数29人,共12个工位。A为贴标签/剥(胶皮)头/挽线;B为剪屏蔽线/地线;C为装内外套管/剥透明膜及铝箔;D为编线;E为穿刺;F为缠高温胶带;G为装外壳;H为线位检测1;I.铆压;J.线位检测2;K.成品检验;L.包装。
2、问题分析运用精益生产中的相关技术,对HM2-5*8自动线现场及工艺流程进行了详细的调查研究,根据七大浪费找到问题所在,发现的主要问题如下所述:
①生产线的布局不合理
工序重复,导致搬运量增加,在制品堆积,物流不畅等等。
②生产能力不足
循环时间(Cycle Time)简称CT,是指完成一个产品所需的平均时间。CT=max{工位作业时间}。生产节拍时间(TaktTime)简称TT,反映生产线或生产设备相应客户需求生产所耗费的时间。TT=计划工作时间/客户总需求。当循环时间大于生产节拍时间,该线生产能力不能满足客户的要求。
③生产线不均衡
生产线平衡率的计算公其中,W为生产线平衡率;ti为第i工位作业时间;Si为第i工位定员数;t0为流水线节拍;a为流水线定员数。通过计算得知该平衡率处于需要改善的范围内。
④生产过程周期过长
生产过程周期(LeadTime)简称LT,是指从原材料进厂到产成品出厂所需的时间。该产品的LT约为19.1天。由此可以推断,原材料库存与在制品库存量大从而导致LT过长。LT过长会导致资金周转过缓等问题。
二、自动生产线改善
根据HM2-5*8自动线存在的问题,首先从生产线平衡角度出发进行改善并使生产线达到现有的周生产任务,然后为了进一步满足大幅增长的周生产任务引入看板。具体设计改善方案如下:
1、生产线平衡
根据上面阐述的数据可知,缠高温胶带的人员过多,铆压工位是瓶颈,为实现TT=38.1s的目标,做如下调整:第6工位缩减为2人,将剩余两人分别安排在编线工位和包装工位;第9工位铆压作业时间长,因为在铆压前需要检测并整理屏蔽线,这一操作可以划分给线位测试1工位,从而削减瓶颈;把挽线工序由第1工位移到第2工位,减小相邻工位间的不平衡。
2、引入看板
将HM2-5*8自动线从下线到装运划分为6个作业单元,每个作业单元内使用生产看板采用单件流方式作业,每个作业单元建立产品超市,存储本单元完成的在制品,相邻作业单元间由后单元向前单元使用搬运看板取货,实现后工序拉动生产。
将精益生产中JIT的理论和方法应用到线缆厂的改善实践中,运用秒表测时、山积表、物与信息流动图等改善某线缆厂HM2-5*8自动生产线的生产状态,并导入看板机制,一定程度上解决了该生产线布局不合理、生产线平衡率低、在制品库存量大、生产效率低等问题。但真正地实现精益生产,还需要在此类方法上进行踏踏实实的实践活动。
其他答案1:
流水线又称为装配线一种工业上的生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、涨紧装置、改向装置和支承件等组成。流水线可扩展性高,可按需求设计输送量,输送速度,装配工位,辅助部件(包括快速接头、风扇,电灯,插座,工艺看板,置物台,24V电源,风批等,因此广受企业欢迎;流水线是人和机器的有效组合,最充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的输送要求。输送线的传输方式有同步传输的/(强制式),也可以是非同步传输/(柔性式),根据配置的选择,可以实现装配和输送的要求。输送线在企业的批量生产中不可或缺.流水线在工业生产中扮演着重要的角色,优化流水线直接关系着产品的质量和生产的效率,因此成为企业不得不关注的话题。1、优化流水线第一站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于第一站, 第一站一定不是瓶颈站, 所以第一站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理的角度来看, 要确实要求第一站作业者依规定速度投入。流水线的输送带速度也可反推算出日产量, 下面为输送带速度的公式:输送带的pitch时间 = 整日的上班时间/日产量*(1+不良率)输送带的速度= 记号间隔距离 /输送带的pitch时间所谓记号间隔距离, 在流水线的皮带上所做的记号间的距离, 希望作业者依记号流经的速度完成作业并放置在皮带线上; 但炼条线并没有做记号, 就以板子的长度当做记号间隔距离。为何要用输送带? 除了运送物品外, 还有半强制作业者依计划完成作业的功能, 但不是一味地加快去试试看, 而应依上述公式去计算求得。2、观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中最长的。瓶颈站的作业时间就变成了整条流水线实际产出的cycle时间, 而日产量公式如下:日产量 = 实整日的上班时间/际cycle时间故现场干部只要减少其作业时间, 就可明显提升产量, 如将零件拿一些给别站做、使用治工具以节省动作、改善作业域的配置等等。但在解决瓶颈站后, 可能会出现新的瓶颈站, 所以又要对此新的瓶颈站进行改善, 因此持续盯着瓶颈站改善, 整条流水线的效率就会日日提升。3、观察流水线最后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下:效率 = 投入cycle时间/实际cycle时间 = 第一站的作业时间/最后一站的作业时间当然也可用瓶颈站的作业时间来算, 不过观察最后一站总是较简单、实际。在流水线上的在制品数量就等于:( 最后一站的作业时间 – 第一站的作业时间 ) * (整日的上班时间/最后一站的作业时间)4、稼动率的观察稼动率 = 在作业的时间 / 整日的上班时间所谓稼动就是流水线上有效的工作, 作业者坐在位子上并不表示他有在工作, 有在工作才能做出产品来, 所以要观察作业者在作业的时间。但在实际上, 不可能全天对每个作业者进行测量, 所以有种工作抽查的手法来仿真测量, 其实说穿了就是不时去看作业者在做什么。5、流水线作业者坐在位子上并不表示他有认真在工作, 所以最后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作业速度, 反之不佳, 如此来观察就比较简单。流水线作业不过不是快就是好, 其动作必须是有附加价值的, 所以还要看其动作是否简单扼要, 所以要求动作经济原则的观念, 简单地说, 人类手部的动作可分为移动、握取、放开、前置、组立、使用、分解, 还有一种心理的精神作用, 其中严格来说只有两种动作有附加价值: 组立、使用, 所以在能满足生产要求的条件下, 尽量排除或简化其它的动作。其原则如下:1、移动: 使物料自动到达所要的位置、缩短移动距离、减少需移动物品的重量、移动路径周围避免有东西会妨碍移动、让料盒斜置以缩短绕过边缘的距离等。2、握取: 料盒里的物料尽可能整齐排放, 不要杂乱堆积、不方便拿取的东西能先预留握取的空间等。3、前置: 同握取一样, 料盒里的物料尽可整齐排放, 不要杂乱堆积等。4、组立: 以治工具代替手作业等。5、使用: 使机械全自动化等。6、精神作用: 利用机械取代人为判断、减少作业者目光的移动等。流水线安装注意事项:流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线安装之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线安装工作地的排列方法等问题。流水线安装时工作地的排列要符合工艺路线,当工序具有两个以上工作地时,要考虑同一工序工作地的排列方法。一般当有两个或两个以上偶数个同类工作地时,要考虑采用双列布置,将它们分列在运输路线的两例。但当一个工人看管多台设备时,要考虑使工人移动的距离尽可能短。











Leave A Comment