




 QQ咨询:260200500
QQ咨询:260200500
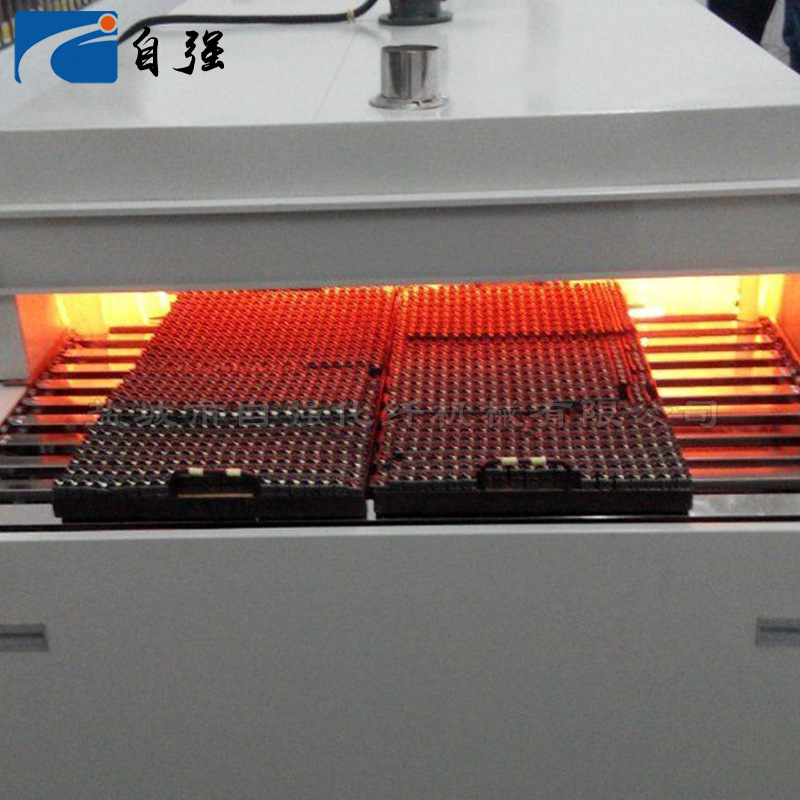
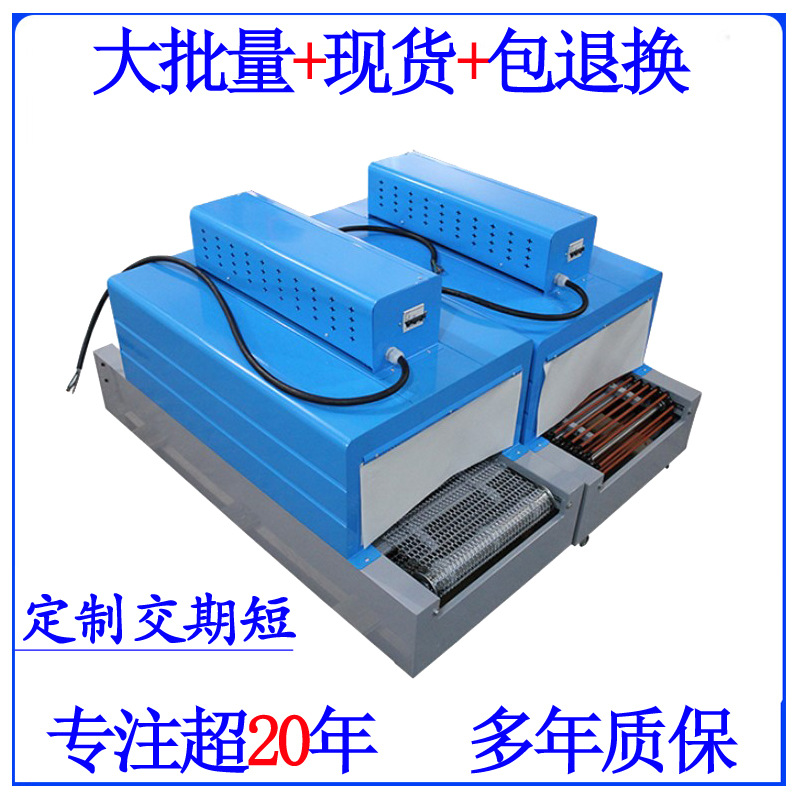
电加热流水线烘道采用加热管外置式加热,将电能转化为热能,热量经低噪音高压风机吹入进风道,传入箱内,形成热风循环, 箱体设有对流搅拌技术,温度非常均匀,具有自动控温,调速,故障报警等特点,使用安全,方便,环保,节能等优点。
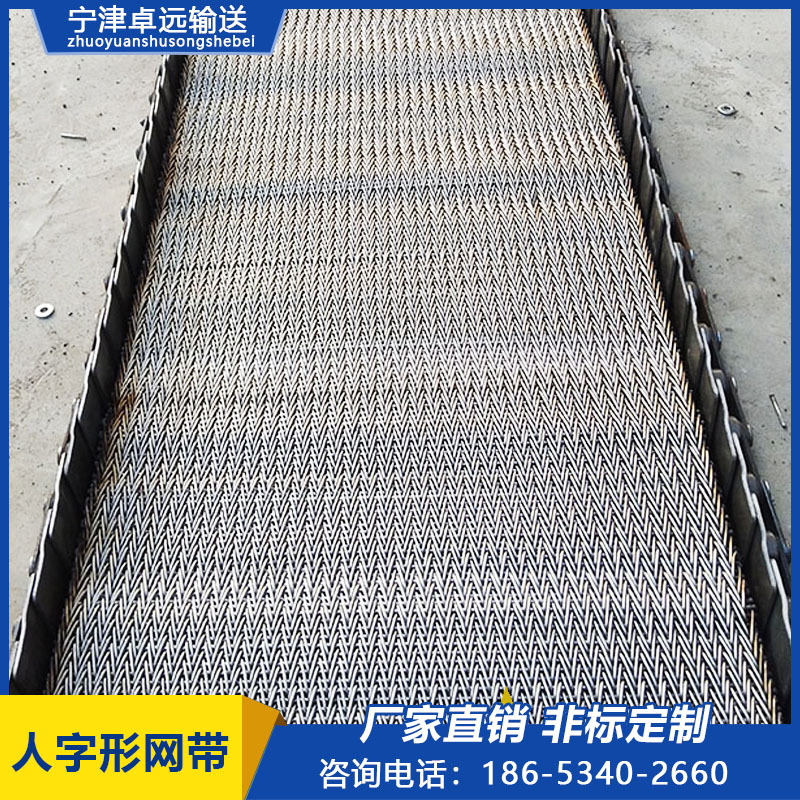
电加热流水线烘道内采用优质镀锌板(不锈钢板),外壁采用优质不锈钢板或者冷板制作,大梁用后成型钢板制作,保温层采用纤维石棉保温,电加热管为耐高温不锈钢无缝钢管,结晶氧化镁粉做绝缘,风机采用低噪声高压离心风机,保温采用硅酸铝纤维棉,网带为优质铁氟龙耐高温网带,不锈钢网带等,另有控制器,调速器,低压电器控制系统等控制系统部分。
烘道的种类很多,流水线烘道,红外热风高温烘道,热风循环烘道,软管定型烘道,悬挂式烘道等。不同烘道有不同的工艺,实现不同的适用范围和作用。

精确控温系统:PID微电脑控制,具有温度自整定功能;采用SSR固态继电器输出,可根据温度偏差的大小控制,其加热功率的大小,使温度更加精准,内部温差±3度;
远红外加热系统:循环风设计,内部各点温度均匀一致;
输送系统:采用变频调速,按需要随意调整,始终保持平稳运行。











1、我公司产品非标定制,以上产品价格、属性仅供参考;下单前请告诉我们详细的工艺参数,我公司免费提供产品的技术咨询,免费设计产品方案。
2、受市场价格影响,以上产品价格均为参考价格,详情请以来电或旺旺咨询价格为准。

其他答案1:
机械框架系统,热工系统,传动系统,气氛系统,电气控制系统
其他答案2:
加热部分,传送部分,驱动部分 支架部分 控制部分
最佳回答:
回流焊炉。
带传送装置的链式隧道炉,通常有7个以上温区。隧道内保持高纯氮气保护,及氢气或草酸气,一般要求氧含量低于400ppm。高级的回流焊炉还有真空环节。
回流焊的作用是把晶粒和基板、其它零部件连接。
最佳回答:
不锈钢加热管是通过强迫对流的方式对流体进行加热的。材质是不锈钢材质不即在加热器一头用泵把流体泵进加热腔,经加热后,在加热器另一头流出,是一种通过泵强制循环的一种加热方式,与传统的加热方式相比较,节能显著、工艺科学、安装使用方便、具有明显的经济效益。 产品特点: 1.体积小,功率大:该电加热器内部主要采用集束式管状加热元件,每一集束式管状电热元件最大功率达5000KW。 2.热响应快,控温精度高,综合热效率高。 3.应用范围宽,适应性强:该循环式加热器可适用于防爆或普通场合,它的防爆等级可达B 级和C 级,它的耐压可达20Mpa。并可根据用户需要筒体采用立式或卧式安装。 4.加热温度高:该加热器设计最高工作温度可达850℃,这是一般换热器所不能得到的。 5.全自动化控制:通过该加热器电路设计,可方便实现出口温度、压力、流量等参数自动控制,并可与计算机联网,实现人机对话。 6.寿命长,可靠性高:该加热器采用特殊电热材料制造,加上设计功率负荷均较合理,加热器采用多重保护,使得本加热器安全性和寿命大大增加。 7.不锈钢电热管是以金属管为外壳,沿管内中心轴向均布螺旋电热合金丝(镍铬、铁铬合金)其空隙填充压实具有良好绝缘导热性能的氧化镁砂,管口两端用硅胶或陶瓷密封,这种金属铠装电热元件可以加热空气,金属模具和各种液体。]在耐高温不锈钢无缝管内均匀地分布高温电阻丝,在空隙部分致密地填入导热性能和绝缘性能均良好的结晶氧化镁粉,这种结构不但先进,热效率高,而且发热均匀,当高温电阻丝中有电流通过时,产生的热通过结晶氧化镁粉向金属管表面扩散,再传递到被加热件或空气中去,达到加热的目的。 ……………………….. 红外线加热器的节能原理 远红外线加热器 传热学基本理论: 1.不同特性的物体发射的红外线特性(波长)不同,不同特性的红外线易为特性相同的物体所接收–即固体物质发射的红外线易被固体吸收,不易被气体吸收。 2.热能传递的形式:幅射、传导、对流。 3.热能在高温下主要(90%)以幅射的形式传递,其幅射强度与温度的四次方成正比。 4.幅射热能的吸收能力与受热物体的表面黑度成正比。 5.受热物体的热能传导强度与(该物体表面和内部的)温度梯度成正比,与热阻成反比。 电热涂料的节能原理: 电热涂料固化后形成牢固涂层,该涂层因其表面黑度高,故能吸收大量的辐射热能,又因其发射率高故能将吸收的辐射热能转换成物体易吸收的远红外热能以电磁波的形式传递.微米级电热涂料的涂层厚、热阻大、反射率高,用于烘箱板表面,将散失的热能转换成远红外热能以电磁波的形式辐射烘箱内,为烘箱内的被加热物体,所吸收,而不易被潮气吸收,从而将热能留在烘箱内,不仅降低了排潮温度,而且使烘箱内的温度升高,使烘箱内的温度得到了充分的利用.纳米级电热涂料的涂层薄、热阻小,用于烘箱中受热导温的金属材料表面,在传热过程中,该涂料层不仅将吸收的辐射热能转换成远红外热能传递,其自身变成远红外辐射热源,而且也因其表面温度的提高,导致温度梯度增大,使被加热物体的热能传导强度增强,吸热能力大大提高.总之,通过电热涂料将幅射热能转换成远红外热能产生的直接作用是:提高了烘箱的温度,降低了排潮损失的温度,增强了被加热物体的热能吸收速度;减少了热能损失,达到节能的目的。 红外线的名词解释: 红外线是太阳光线中众多不可见光线中的一种,由英国科学家霍胥尔于1800年发现,又称为红外热辐射,他将太阳光用三棱镜分解开,在各种不同颜色的色带位置上放置了温度计,试图测量各种颜色的光的加热效应。结果发现,位于红光外侧的那支温度计升温最快。因此得到结论:太阳光谱中,红光的外侧必定存在看不见的光线,这就是红外线。也可以当作传输之媒界。 太阳光谱上红外线的波长大于可见光线,波长为0.75~1000μm。红外线可分为三部分,即近红外线,波长为0.75~1.50μm之间;中红外线,波长为1.50~6.0μm之间;远红外线,波长为6.0~l000μm 之间。 红外线的物理性质: 在光谱中波长自0.76至400微米的一段称为红外线,红外线是不可见光线。所有高于绝对零度(-273℃)的物质都可以产生红外线。现代物理学称之为热射线。医用红外线可分为两类:近红外线与远红外线。 近红外线或称短波红外线,波长0.76~1.5微米,穿入人体组织较深,约5~10毫米;远红外线或称长波红外线,波长1.5~400微米,多被表层皮肤吸收,穿透组织深度小于2毫米。 …………… 石英加热器 云母,石英加热器 技术特征: 1.耐温高。云母板可耐600℃高温。 2.绝缘性能好。绝缘电阻大于100MΩ。 3.重量轻,厚度薄。体积小,功率大。 4. 可根据需要方便、容易地设计成各种型状,成本低。 应用场合: 1.广泛应用于家用电器中,如电饭煲、微波炉,电子消毒柜,电吹风、电熨斗等 2.普遍应用于各种机器设备上作加热部件,如过塑机、复印机、打印机、传真机等。 3. 各种工业和农业的加热场合,如模具加热,塑料机械,及其它取暖、干燥装置。 性能指标: 1. 绝缘电阻:≥100 MΩ。 2. 耐压:1500V/1min。 3.耐温:600℃。 4. 功率偏差范围:±5%。 技术参数: 序号 参数 选择范围 1 电压 ≤380V 2 功率 100~1000W 3 工作温度 -20~600℃ 4 型状尺寸 根据客户需求设计。………………陶瓷电加热器 陶瓷电加热器是一种高效热分部均匀的加热器,热导性极佳的金属合金,确保热面温度均匀,消除了设备的热点及冷点。具有长寿命、保温性能好、机械性能强、耐腐蚀、抗磁场等优点。 一种是将合金丝穿绕于小陶瓷方块中,外部包以不锈钢外壳而成。广泛应用于塑料机械、化纤机械。 另一种是将合金丝浇铸在石英玻璃为原材料的半导体中。具有耐高温(可达1200度)、防腐、美观耐磨的特点。广泛应用于高温采暖炉、半导体工程、玻璃、陶瓷及电线工程中。 陶瓷电加热器有圈型和板状等规格,工作可靠寿命长、坚固耐用,节约能源,具有安装灵便、耐高温、传热快、绝缘良好、制作不受型号和规格大小的限制等优点。可根据用户需求的接线方式,电压从36V、110V、180V、220V、380V ,最高功率负载每平方6.5W ,与传统电热器相比较能量消耗可降低30%.。各有各的特点 各有各的不同和用处啦 ??真诚的祝福你在??生活路上:一帆风顺,开心快乐,永远幸福
其他答案1:
IR烘干线/隧道式烘干线
本设备结构先进、拆装简便、外形美观。选用国内新型保温材料、隔热保温性强、选用远红外加热技术,加热元件布置合理,能源消耗低。采用热风循环,使上下温度更均匀,确保烤箱产品质量。电控柜采用先进数显自动控温系统,在50-200度之间可任意调节,反应灵敏,工作可靠。可根据用户产品要求,设计制造各种非标烘箱及通过式烘道流水线。
性能特点
精确控温系统:PID微电脑控制,具有温度自整定功能;采用SSR固态继电器输出,可根据温度偏差的大小控制其加热功率的大小,使温度更加精准,内部温差±3度。
远红外加热系统;循环风设计,内部各点温度均匀一致
输送系统:采用变频调速,按需要随意调整,始终保持平稳运行;
主要参数
温区:根据具体要求定
设定温度:室温~250℃
输送宽度:根据产品要求设计
加热方式:热风循环
电源:380V
外型尺寸:根据产品要求设计
设备特点:环型、台车式、链板、网带、皮带式输送、发热管加热、隧道式烘干、变频调速等用于五金、塑胶、油漆、灯饰,电子、家电,丝印等行业的加热烘干,隧道烘炉的流水作业工作系统。还可按客户要求特殊设计,以满足各类客户的各种要求
其他答案1:
输送带电机故障,或者传动轴打滑
最佳回答:
汽车空调系统中的冷凝器目前主要采用平流式冷凝器,其它低端的还有套片式冷凝器、管带式冷凝器。
目前的多元平行流冷凝器是指冷媒的回路不是单一的一个循环,而是经过多个回路循环的。
冷凝器的制作过程包括铝管的加工和定型、管路的装配、散热翅片的加工、接头的加工或定制、成品的焊接(钎焊)和产品检漏及表面处理等。
下面介绍一下最重要的管材加工和钎焊工艺:
平流式冷凝器采用扁管,制冷剂由管接头进入圆柱形集管,然后分流进入椭圆扁管,平行的流到对面的集管,最后通过跨接管回到管接头座。扁管之间嵌有散热片。这种冷凝器具有空气侧和制冷剂侧的压力损失小、传热系数高、重量轻、结构紧凑和制冷剂充灌量少等特点,更适合于R134a工质。据文献介绍,与管带式冷凝器相比,在制冷剂相同的情况下,平流式的制冷剂侧压力降只是管带式的20%,而换热性能却能提高约70%。
由于平行流铝扁管能够承载较高的工作压力和较大的散热量,该铝扁管在经过表面在线喷锌处理后,能够同时具有与翅片的可焊合性能和良好的防腐蚀性能,成为新型制冷剂的最佳选择。该产品材质牌号基本为纯铝,如1200或D97等,目前的生产方式有铸棒挤压和铝杆连续挤压两种,生产步骤为:挤压->喷锌->盘管->矫直和无屑切割。
目前仅欧洲、日本能够生产质量较好的平行流铝扁管,韩国在近两年也具备了一定的生产能力,国内则主要有少数几家工厂采用Conform机铝杆连续挤压的方式进行生产,但是这种方式生产的平行流铝扁管由于其杂质含量高,因此质量上不是很好。
钎焊技术:是采用比母材熔点低的材料作钎料,将焊件和钎料加热到高于钎料熔点但低于母材熔化的温度(使母材仍保持为固态),利用液态钎料的润湿作用填充接头间隙,与母材相互扩散实现被焊工件连接的一种方法。铝合金比强度高、导热性好、耐腐蚀、易成形,是制造热交换器的理想材料。为减轻重量,提高换热效率,轿车空调热交换器普遍采用管带式、平流式和层叠式等全铝热交换器。铝热交换器生产的关键技术是钎焊,无腐蚀性钎焊方法有钎剂炉中钎焊(以下简称钎焊)和真空钎焊,钎焊主要用于管带式和平流式冷凝器的大规模钎焊。
钎焊炉
钎焊炉有连续隧道炉和分批式单室炉两种类型,保护气氛可采用静态或强迫对流方式,国内引进的钎焊炉都是静态气氛隧道炉。隧道炉一般由钎剂涂敷装置(喷淋室)、干燥室(烘干炉)、钎焊室、水冷罩室、空冷室几部分组成。钎剂涂敷装置依靠传送带运输,对热交换器喷涂钎剂悬浮液,然后吹除多余的液体。干燥室在200℃左右烘干钎剂。钎焊室为整体不锈钢马弗结构,马弗进口端固定,出口端浮动,不锈钢网带从马弗内穿过,马弗内为氮气保护环境,工件在马弗内完成钎焊。氮气从工件升温到钎焊温度的那一段进入马弗,向钎焊室进出口方向排出,同时钎焊室进出口处用大流量氮气隔离车间气氛。马弗上下布置电加热元件,分区PID控制,四周为绝热层和外部钢壳。水冷罩室和空冷室位于钎焊室的尾部,钎焊后的热交换器先后经过水冷罩室和空冷室,被冷却至室温。



最佳回答:
一个食品店,味道是赢得绝对竞争的优势,那么想要味道好,那么选择食品烘焙设备 要格外注意了
其他答案1:
需要耐高温多少度的?
库耳实业(上海)有限公司
最佳回答:
高温隧道炉不转动有很多原因的,如果您有图片可以附带图片,这样可以更好的分析是哪个地方出了问题
其他答案1:
付电话费贵航股份
其他答案2:
谢谢
感觉这样的提问是没有意义的
还是自己找下资料吧










Leave A Comment