
| 产品规格及说明 | |
|---|---|
| 设备品牌:帝龙 | 设备型号:EC-300 |
| 订购价格:电话/面议 | 交货日期:3~30/工作日 |
| 加工定制:是 | 功率:18KW(W) |
| 是否跨境货源:否 | 材质:不锈钢/镀锌板 |
| 主要用途:烘干定型/五金喷涂/二次硫化/印刷制药 | |
| 产品标签:丝印隧道炉,工业隧道炉,红外线隧道炉 | |
| 咨询热线:13715339029 | 售后服务:13715339029 |
| 技术咨询:13715339029 |  QQ咨询:260200500 QQ咨询:260200500 |
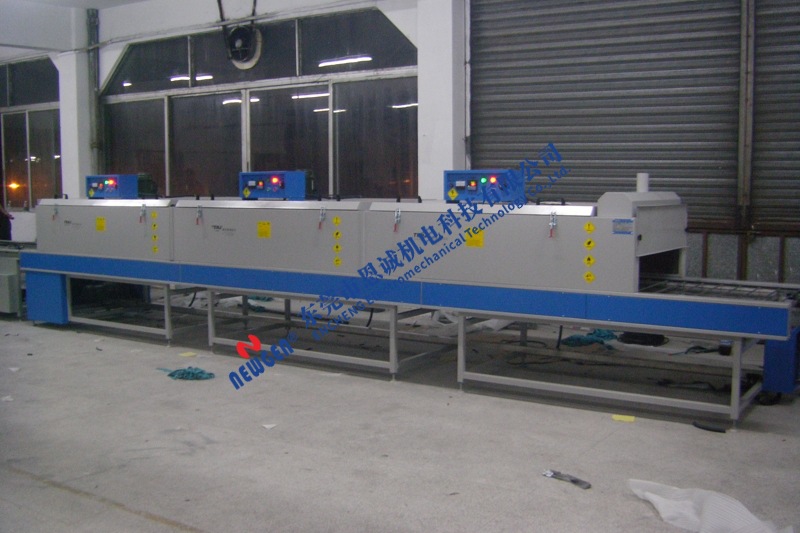




隧道式烘干炉简介:
一、组成:
该隧道式烘干炉主要由:输送系统、热风烘干系统、自动温控加热系统、循环风机匀风系统、除雾系统、电器控制系统等组成一.
隧道式烘干炉描述:
隧道式烘干炉为继电器控制全自动形式,除人工装卸工件外,其它工艺工序过程全部自动完成。人工将要烘干的工件放在输送带上,输送系统自动按顺序将零件依次送往各工序段,对工件进行烘干、冷却后到达下料工位,整个烘干过程即完成。整机设计合理,外装美观占地小易拆方便维修。
二、输送系统
隧道式烘干炉输送系统由摆线针轮减速机、输送带、主传动轴、被传动轴等组成。输送带视具体情况可采用不锈钢网带、铁氟龙网带、PVC网带、滚筒等各种各样输送带。( 材质根据客户实际情况来定)。输送带输送速度在0~6m/min连续无级可调。
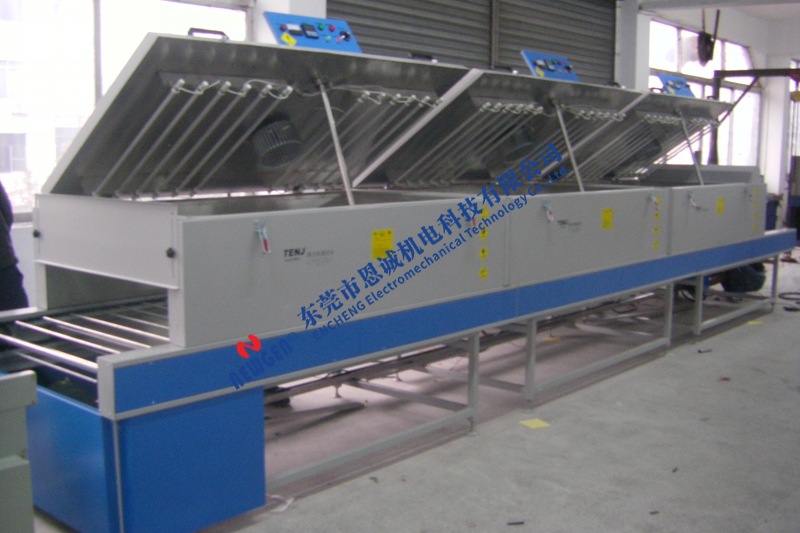
三、热风烘干系统
系统由循环风机、电热管、温度探头、温控仪等组成。循环风机使烘干箱内的热空气均匀,避免物体表面受热不均,来自加热器的热风(常温~250℃可调)均匀吹向输送的工件,加快工件无水干燥。
四、除雾系统
本机采用抽雾风机抽吸炉内雾汽,经外接管道排到室外。
五、电器控制系统
采用继电器半自动控制,设备所用低压电器元件均采用国产优质名牌产品。进出料端设急停按钮,防止出现意外情况,不能及时停机,提高设备的安全性能。电控柜设有双色灯表示设备正常运行、故障两种状态。
隧道烘干炉的应用;
广泛应用于五金、包装、电子、皮革、涂装、塑胶、食品等行业。具有升温快,产品受热均匀,可配合车间流水线生产可持续不间继地烘烤产品。可按生产需要调校烘烤温度,输送速度及时间。能大大提高生产效率,使用十分方便。基本参数结构及特点
隧道炉;又称烘干线,是通过热的传导、对流、辐射完成对产品烘干的隧道式机械设备,主要特点是利用远红外线对炉内进行加温,内部又是陶瓷和不锈钢制作,使得红外线的光线能够照到炉内的每个角落,然后进行均匀的升温,将能量传给物体。
一、型号:非标订做
二、结构及输送方式
1、为了适合各度行业的要求,输送方式可设计成:
●不锈钢网带+机链 ●机链穿不锈钢支 ●铁弗龙高温纤维带 ●PVC带等
2、加热方式可设计成:
●电加热式+运风 ●红外线辐射加热
三、温控系统:
1、温度范围:室温50-500度(可任意设定所需温度)
2、温控制器:采用RKC 70型温度控制器。
3、温控精度:±1%℃
4、温度均匀度:±3℃(加热空炉上中下测试)
四、炉体结构及用料:
1、内箱采用镀锌板或不锈钢板,四周折合焊接架工成型。
2、外箱采用A3铁板或不锈钢板,四周折合焊接架工成型。
3、保温材料:采用高效西斯尔100K环保高温棉。
4、边密封:采用耐高温纤维带迫紧密封经久耐用。
600度运风式热处理输送炉:
关于保修:
产品保修一年,易损件(加热管、加热丝,高温胶布等不保修)人为故意损坏的零件不在保修范围内。
运输说明:
以上产品不含税及运费,机器可免费订木架发货。本厂多数产品比较重,一般建议物流运输,珠三角可根据产品情况可快递。产品当天付款后定制尺寸即可安排生产 有现货产品即可发货,珠三角1—2天内到达,外省地区3—5天左右,根据不同地区情况而定。
特别提示:
本厂所有产品发出前都是经过了严格检验,绝对保证货物的完好。请买家在收货时与快递业务当面点清好产品数量是否齐全,物品外包装是否拆过或是产品有没损坏,如有物品损坏和数量不齐全的情况不要签收,请及时联系卖家。如有以上情况签收后卖家一律不负责。
验收货没有问题的情况下可签收。
其他答案1:
同样的隧道炉也可以根据不同的分类标准分为很多种:
1.按通道多少分
单通道隧道炉和多通道隧道炉。
2.按火焰是否进入隧道分
明焰隧道炉、隔焰隧道炉和半隔焰隧道炉。
3.按窑内运输设备分
车式隧道炉、推板隧道炉、辊底隧道炉、输送带隧道炉、步进式隧道窑、气垫式隧道炉。
4.按烧成温度分
低温隧道炉、中温隧道炉、高温隧道窑、超高温隧道炉。
5.按烧成品种分
耐火材料隧道炉、陶瓷隧道炉、红砖隧道炉。
6.按热源分
火焰隧道炉、电热隧道炉。

最佳回答:
不同的陶瓷种类用的设备不一样。
烧陶瓷的设备有:
箱式高温炉、隧道窑、箱式加热炉、马弗炉、高温箱式电阻炉、封闭电炉、高温电炉、精益管工作台、隧道炉、真空热压炉、升降炉、球磨机
其他答案1:
看你少的是什么,从泥到瓷的过程用的是窑,大小不同价格不同,一般在2万左右,。烧釉上的,比如;粉彩,新彩,用的是烤花炉,价格在一千左右。一千用的用的是材窑。
其他答案2:
看你烧什么陶瓷了?
艺术陶瓷、建筑陶瓷、工业陶瓷、医科陶瓷…………
不同的陶瓷用不同的设备
其他答案3:
作瓷器的主要工具有用于瓷器制坯的轮车、模型以及入窑装烧的各种窑具等。
1. 轮车:亦称:“辘轳”,陶瓷器中圆形器成型的主要工具。约出现于新石器时代晚期,之后,随着陶瓷手工业的发展,轮车的构造也逐步完善。完善的轮车由旋轮、轴顶帽、轴、复杆、荡箍组成。旋轮为圆形木质,轴顶帽嵌于旋轮背面中心部,覆置在插埋于土中的直轴顶端,荡箍套至于轴下部。复杆安在轴两则,起平衡、定位作用。制坯时,将胎泥放置于旋轮上面中间,波动旋轮,使之快速持久转动,然后用手将放置于旋轮中间的胎泥拉成所需要的器形。轮车也用于修坯、装饰等工序。轮车的出现和广泛的使用,提高了陶瓷手工业的生产效率,对提高陶瓷器的质量有重要作用。用轮车制作瓷坯,在工艺上又称之为拉坯。盘、碗圆形都用拉坯方法成型。
2. 轴顶碗:陶车上的一个部件,又称“轴顶帽”呈八棱柱形,底面有一锅底状凹窝,瓷质,凹面施釉,比较光滑,制作规整。江西赣州七里镇窑遗址出土的轴顶碗高5厘米,直径3.2——6.4厘米,凹窝深2.9厘米左右,镶嵌固定在陶车旋轮背面中心部位,凹窝扣在直轴顶端,是是用陶车旋转地关键部位。
3. 窑 具: 瓷器坯件放进炉窑装烧,须用耐火材料纸做的辅助工具将其间隔装置,此类辅助工具就是窑具。包括间隔具、支座、匣钵、窑柱和式火具等,其作用在于防止制品在烧制过程中污损与缺陷,并起盛装和支架作用,以提高装窑密度,利于烧窑操作。陶瓷考古学上,往往以是否有窑具的发现来判断某一地区是否属于古代窑址。间隔具的出现于战国时期,之后使用普遍,常见的有托珠、圆饼形、锯齿形、环形、环形支钉、三角形支钉、三角形支钉等多种,置于两件器物之间,以防止其粘结。支座约出现于汉代,有筒形、筒形束腰、喇叭形等,将器物支托到一定的高度,以利于器物烧成,匣钵的出现于南朝时期,至唐代普遍使用,有筒形、漏斗形等度多种,将器物置于匣钵里焙烧,避免了坯件直接接触烟火和窑顶落沙的侵扰,可保持釉面洁净,有利于提高瓷器的质量,还可以增加装烧密度,提高产量。窑柱多发限于宋元时期北方地区,呈圆柱形,有秩序地排列于窑床上,有的上面平铺一层耐火砖,砖上放置装满坯件的匣钵;有的则直接承托珠叠烧的碗等坯件。装烧用窑柱,可便于火焰,烟气流通,有利于减少窑内温差。式火具出现于东晋,流行于宋元时期,有锥形,片形等,用来测定要内温度,可及时掌握要内温度的变化。各种窑具的出现和广泛的使用,对陶瓷的烧成乃至陶瓷手工业的发展有重要意义。
4. 荡 箍:陶车上的一个部件。呈扁矮的圆筒状,瓷质,内侧面施釉,制作规整。江西赣州七里镇窑址出土的高2.5——3.4厘米,内径7.6-8.3厘米。外径 10.8——11.4厘米,按套在陶车直轴的下部,与直轴两侧的复杆下端相连接,是使陶车子稳定旋转的重要部件。
5. 模 型:又叫“模子”。即用生土或石膏等材料先做成所需瓷器形状的模型,再将泥料涂敷或打成泥片置入模型内,用手或机械压制,稍干后取出。即成为瓷器的坯件。制作瓷器的模型有单模或合模。瓷器中小型像、壶嘴、壶把以及碗、盘等多采用模制。
6. 匣 钵:瓷器焙烧时置放坯件对坯件起保护作用的匣钵状窑具,以耐火粘土制作,形状一般为筒形或漏斗形,也有的呈“M”形、碗形、钵形和椭圆形等。出现于南朝时期,唐代开始普遍使用。坯件装在匣钵里焙烧,避免了烟火与坯件直接接触和窑顶落沙等侵扰,是坯件受热均匀,釉面洁净,提高了产品质量。匣钵耐高温,胎体结实,承重能力强,层层叠放不易倒塌,因而可以充分利用窑内空间,增加装烧量。匣钵的发明和广泛的使用,是中国制瓷工艺的一大进步,为瓷器的优化高产创造了良好的条件。
7. 窑 柱:又称“支柱”或“垫柱”,是瓷器焙烧时支承好坯料的匣钵和叠烧坯料的窑具。以耐火粘土制作。承圆柱形,粗细、高度不一,下部直径略大于上部,实心或中心略空,颇坚实,有的表面下螺旋沟痕。使用方法有二,一是有秩序地排列在窑床上,上面搭铺一层耐火砖,砖上叠放匣钵;二是有规律地摆置在窑床下,每柱下直接承托叠烧的碗等坯件,窑柱在宋元时期北方地区使用较为广泛。装烧用窑柱,可使火焰与烟气畅流,还可以调节要内温差,有利于瓷器烧成。
8. 顶 碗:又称“支顶匣钵”,是陶瓷器焙烧时支托坯件的窑具,属于支具类。一耐火粘土制作。形状多为上小下大,壁较斜直,直面平整,有些中间留一圆孔。一般用于碗等器物的叠烧。装烧地方法有两种,一是仰口叠装,即将碗等器物的口向上叠码在碗的支面上;另一是先在支面上置一间隔具,然后将碗等器物口向下扣在碗顶上,使顶碗的支面及其上面的间隔具支顶在碗等器物的内底上,口部悬起。顶碗是宋代常见的支托窑具。比较稳固,也可减少所支承器物变形。
9. 火 照:又称“火标”,烧窑时用以检验窑内温度和坯件成熟情况的一种试片。以瓷土制作,往往用碗等器物的坏坯件加工而成。形状一般为三角形,上平下尖,上半部施釉,并镂一圆孔。使用时,将其置于窑内从观火孔可以看到位置,需验火时使用铁钩将其从观火孔钩出。每烧一次窑窑验火多次,每次验一次,就钩出一个。可及时掌握窑内温度和气氛变化,十分有利于瓷器的烧成。每烧一窑窑验照多次,每个火照只能使用一次。火照盛行于宋代,是简便有效的测温器具。
10. 直 具:陶瓷器焙烧时支承器物的窑具,又称“支托”或“支座”,以耐火粘土制作。常见的样式有筒形、筒形束腰、喇叭形、钵形、盆形、高柱三叉形等多种。高矮不一,矮者不足10厘米,高者可达 30厘米。直具出现于汉代,三国两晋南北朝时期流行。直具的出现和广泛的使用,是装烧工艺的一大进步,可以将焙烧的器物支托到最佳窑位,避免窑底的“低温带”有利于提高产品质量和成本率。匣钵的出现和被普遍使用后,直具明显减少,甚至有的窑停止使用。
11. 支 钉:陶瓷器焙烧时在器物与器物之间起间隔作用的一种窑具。多用于叠烧,出现于三国两晋南北朝时期,之后使用越来越多。以耐火粘土制成,形状有直筒形、圆环形、圆饼形、三叉形、四叉形等多种。采用的形式有两种:一是用粘土做成泥钉,均匀地粘在器物底面或足面,每件器物少者粘有3至6支颗,多者可达9至12颗;二是在垫饼、垫圈和三角形、三叉形间隔具上加3—6颗泥钉,或在其一面直接捏出3—6颗泥钉。装烧时钉尖接触釉面,不容易粘连,但是烧成后有面上往往会留下支钉痕迹。宋代汝窑、官窑等器物的支钉痕迹很小,形似芝麻。
12. 齿形支具:早期制瓷主要的支烧窑具。其形状为圆形,下有一周齿形凸起。使用时齿口向下,上面在叠装其它器坯。这种支具流行于晋至唐代的浙江地区越窑系瓷窑。
13. 垫 柱:又称“窑柱”,一种窑具。为把瓷器制品从窑的底基上升高,以利用窑室中较高空间的较高温度烧成的柱状物,其形状有束腰喇叭口和直筒等不同形状。
14. 拉 柱:陶瓷器焙烧陶瓷器焙烧时测定要内温度的窑具。以瓷土制作,成棒槌形,长15—20厘米,一端蘸有釉料,使用时将其放在窑炉内,可拉出来观察烧成的程度。
15. 支 圈:一种是以瓷土制作,适应覆烧发的特殊窑具,创始于宋代定窑。直圈呈圆圈形状,圈内侧有垫阶,截面为L形。使用时,平放一枚支圈,将一个口沿无釉的芒口碗等待烧器物坯体扣置在支圈内的垫阶上,接着在支圈上叠置一个与其规格相同的支圈,照样在支圈垫阶上扣置待烧器物坯体,如同码放蒸笼依次上叠,数量不等,发现最多的有32个支圈的。由于使用支圈烧造器物,比使用其它类型匣钵产量增加数倍,定窑支圈很快就被磁州窑等北方的一些瓷窑相继采用。在南宋时传到了南方景德镇等地的瓷窑。定窑等处是将支圈连同所承装器物置于筒状匣钵内装烧。景德镇窑则不同,它的支圈是叠置在与支圈规格相同的底座上,上面加盖,在支圈组成的圈柱体外侧涂一层耐火泥,用以粘接支圈和密封空隙,然后直接入窑焙烧。直圈覆烧工艺对减少其器物变形,保证产品质量,增加装烧密度,提高产量,节省燃料,降低成本等方面都有明显效果,对瓷器手工业的发展起到了积极作用。但是,以支圈覆烧法烧制的瓷器,口沿无釉,即芒口,使用很不方便,也影响美观。再加上支圈对原材要求高,并且都是一次性使用,用量大,成本高。所以,直圈覆烧法北方在元代,南方在元代以后就基本被废弃了。
16. 垫 圈:陶瓷器焙烧时器物与器物、器物与匣钵之间起间隔作用的窑具。以耐火粘土制作。呈环形,上下面一般较平整。直径略等于或小于所承托器物的足(底)径,厚度则随时代和间隔器物的不同而有所差别。垫圈出现于东汉晚期或稍后,后来逐渐流行。垫圈较垫饼直接接触器物面小,用料小而轻;支点均匀,稳定性能好,去放方便,但加工费时,容易损坏。
17. 垫 饼:陶瓷器焙烧时器物与器物、器物与匣钵之间起间隔作用的窑具。多用于器物与匣钵之间,因其形状似饼而得名,直径略等于或小于所承托器物的足(底)径,厚度则随时代和间隔器物的不同而有所差别。垫饼出现于东汉时期,以后逐渐流行,元代以后明显减少。垫饼与器物接触面大,承重力强,垫托安稳,但同时与器物粘连的可能性较大。垫饼中的扁薄者,一般习惯称之为“垫片”。垫饼是一种窑具。垫饼的作用是使器坯底部足置于垫饼之上,可防止器物与匣钵粘连在一起。
其他答案4:
小的炉子也就1-2元。可以烧1400度
最佳回答:
https://www.szdluv.com />这个可以用
一般需要设置输入类型:set+< 5秒 然后按下< 选择上下
然后设置对应的一些参数
其他答案1:
一般需要设置输入类型:set+< 5秒 然后按下< 选择上下,
然后设置对应的一些参数。
温控器(Thermostat),根据工作环境的温度变化,在开关内部发生物理形变,从而产生某些特殊效应,产生导通或者断开动作的一系列自动控制元件,也叫温控开关、温度保护器、温度控制器,简称温控器。或是通过温度保护器将温度传到温度控制器,温度控制器发出开关命令,从而控制设备的运行以达到理想的温度及节能效果,其应用范围非常广泛,根据不同种类的温控器应用在家电、电机、制冷或制热等众多产品中。
其他答案2:
我也在找这个温控器的设置说明书
其他答案3:
你可以查询说明书
最佳回答:
还有马弗炉,工频炉、隧道炉,高周波诱导感应炉 、冲天炉等等,多着呢。从采用能源方面,有电炉,煤炉,焦碳炉,天然气炉等,从加热方式分有感应加热和焙烧加热,感应加热分超音、高、中、工频;焙烧加热按发热元件分电阻,硅碳棒,硅钼棒等。跟你们冷却塔相关的都是感应加热的。
其他答案1:
这个要看你从哪个方面说了,频率吗自然分为低频、中频和高频,从能量传递这个角度去说呢感应炉算是一种还有就是那种电阻炉,老式的还有电极式的不过现在基本已经淘汰了
其他答案2:
电弧炉、电阻炉
最佳回答:
汽车空调系统中的冷凝器目前主要采用平流式冷凝器,其它低端的还有套片式冷凝器、管带式冷凝器。
目前的多元平行流冷凝器是指冷媒的回路不是单一的一个循环,而是经过多个回路循环的。
冷凝器的制作过程包括铝管的加工和定型、管路的装配、散热翅片的加工、接头的加工或定制、成品的焊接(钎焊)和产品检漏及表面处理等。
下面介绍一下最重要的管材加工和钎焊工艺:
平流式冷凝器采用扁管,制冷剂由管接头进入圆柱形集管,然后分流进入椭圆扁管,平行的流到对面的集管,最后通过跨接管回到管接头座。扁管之间嵌有散热片。这种冷凝器具有空气侧和制冷剂侧的压力损失小、传热系数高、重量轻、结构紧凑和制冷剂充灌量少等特点,更适合于R134a工质。据文献介绍,与管带式冷凝器相比,在制冷剂相同的情况下,平流式的制冷剂侧压力降只是管带式的20%,而换热性能却能提高约70%。
由于平行流铝扁管能够承载较高的工作压力和较大的散热量,该铝扁管在经过表面在线喷锌处理后,能够同时具有与翅片的可焊合性能和良好的防腐蚀性能,成为新型制冷剂的最佳选择。该产品材质牌号基本为纯铝,如1200或D97等,目前的生产方式有铸棒挤压和铝杆连续挤压两种,生产步骤为:挤压->喷锌->盘管->矫直和无屑切割。
目前仅欧洲、日本能够生产质量较好的平行流铝扁管,韩国在近两年也具备了一定的生产能力,国内则主要有少数几家工厂采用Conform机铝杆连续挤压的方式进行生产,但是这种方式生产的平行流铝扁管由于其杂质含量高,因此质量上不是很好。
钎焊技术:是采用比母材熔点低的材料作钎料,将焊件和钎料加热到高于钎料熔点但低于母材熔化的温度(使母材仍保持为固态),利用液态钎料的润湿作用填充接头间隙,与母材相互扩散实现被焊工件连接的一种方法。铝合金比强度高、导热性好、耐腐蚀、易成形,是制造热交换器的理想材料。为减轻重量,提高换热效率,轿车空调热交换器普遍采用管带式、平流式和层叠式等全铝热交换器。铝热交换器生产的关键技术是钎焊,无腐蚀性钎焊方法有钎剂炉中钎焊(以下简称钎焊)和真空钎焊,钎焊主要用于管带式和平流式冷凝器的大规模钎焊。
钎焊炉
钎焊炉有连续隧道炉和分批式单室炉两种类型,保护气氛可采用静态或强迫对流方式,国内引进的钎焊炉都是静态气氛隧道炉。隧道炉一般由钎剂涂敷装置(喷淋室)、干燥室(烘干炉)、钎焊室、水冷罩室、空冷室几部分组成。钎剂涂敷装置依靠传送带运输,对热交换器喷涂钎剂悬浮液,然后吹除多余的液体。干燥室在200℃左右烘干钎剂。钎焊室为整体不锈钢马弗结构,马弗进口端固定,出口端浮动,不锈钢网带从马弗内穿过,马弗内为氮气保护环境,工件在马弗内完成钎焊。氮气从工件升温到钎焊温度的那一段进入马弗,向钎焊室进出口方向排出,同时钎焊室进出口处用大流量氮气隔离车间气氛。马弗上下布置电加热元件,分区PID控制,四周为绝热层和外部钢壳。水冷罩室和空冷室位于钎焊室的尾部,钎焊后的热交换器先后经过水冷罩室和空冷室,被冷却至室温。
最佳回答:
商业用的煤气烤箱是要煤气的 不用煤气怎么叫煤气烤箱呢?
商业用的烤箱有很多种,不过都很贵,有红外线烤炉,热风炉,旋转炉,隧道炉,这些都是大家伙,一般要大公司才用到,比较普通的 就是电热棒加热和电炉丝加热的平炉,家庭用的,就是那种迷你型的电烤炉了,好不好用就不知道了,
其他答案1:
华东地区高档烘焙。进口食品设备。进口餐饮酒店设备回收 长期回收国产高档。进口食品设备。进口酒店设备。无锡新麦 珠海三麦 加拿大雷鸟 瑞士龙都道吉 广州赛思达 金城制冷 法格工业 德国康福登 德国FREUND 专业回收经营。避免市场上二手差价。价高。结交回收同行业朋友。欢迎提供回收线索。
最佳回答:
回流焊也属于隧道炉分支的一种,都是属于流水线式干燥设备,回流焊只是专用于电子元件焊接,温度控制要求更高。
其他答案1:
回流焊每个温区的温度是可以设定的















Leave A Comment