



 QQ咨询:260200500
QQ咨询:260200500














公司介绍:
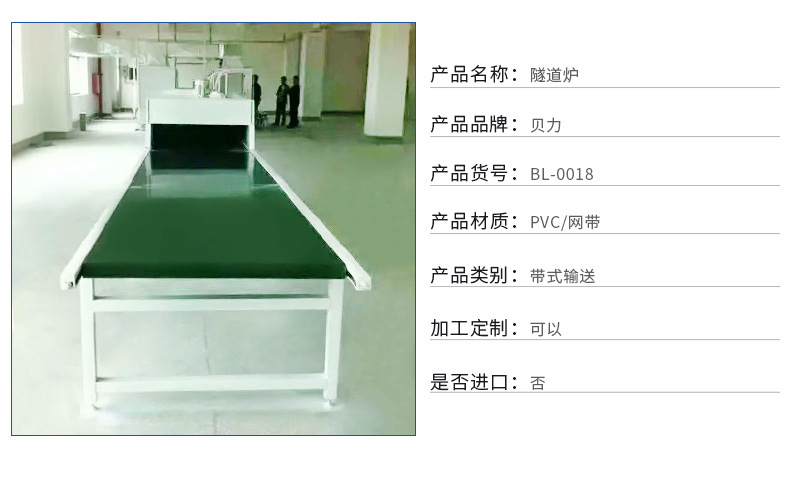
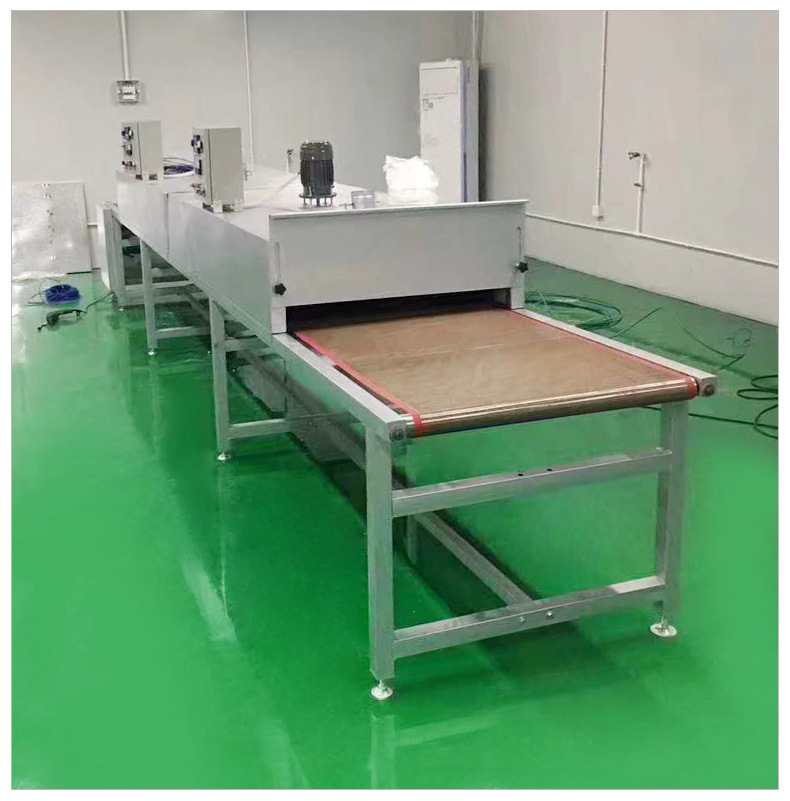
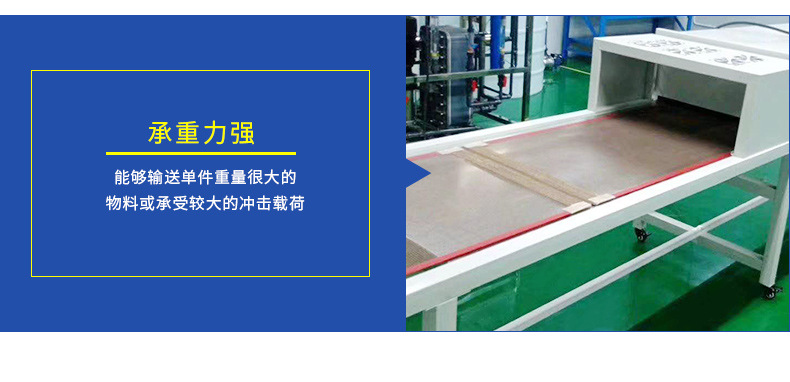
深圳市帝龙科技有限公司是转弯机、快递物流分拣线、传送机、输送带、装配线、滚筒线、链板线、工作台、网带、隧道炉、水帘柜、平行式、单斜式、爬坡式、流水线等等输送设备产品专业生产加工的公司,拥有完整、科学的质量管理体系。深圳市帝龙科技有限公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
联系方式:
最佳回答:
二○○五年三月
基地长钢轨焊接施工工艺
1.目的
本工程的钢轨铺设均采用在铺轨基地将25m的全长淬火和普通PD3钢轨(攀钢)焊接成长250m的长轨条后,再通过机械或人工铺轨铺设到线路上。
2.施工设备的配属及方案
配置目前世界上最先进的钢轨焊轨生产设备,包括瑞士苏莱特公司GAAS80/580型焊轨机,瑞士能斯凯MBS-14型轨端除锈刷面机、SPM-4N型焊缝四方向调直机和MMA-14型焊缝精磨机,法国拉伊台克公司中国合资厂生产的700m钢轨辊轮输送线和焊缝冷却隧道等。生产线上配备的国内设备有:2台 10t行走式龙门吊;20台3t固定龙门吊;带锯床、轨端校直机、正火装置(含压风机)各1套;2台变压器及配套的变配电设施,同时配备发电机组。设标准轨存放台位5个;长轨条存放台位1个;选轨平台1处。生产线上配备中央计算机控制系统,是一条全自动的长轨条焊接生产线。
使用25m标准轨(不带孔),焊接成250m长轨条,采用瑞士SCHLATTER公司的GAAS80/580 焊机进行焊接作业,并经过打磨、正火、四向调直、精磨、探伤等多道工序,生产出合格的产品,符合TB/T1632-91的各项要求。
3.施工工艺和方法
3.1工艺流程见图。
3.2施工方法
(1)短钢轨装卸、存放
运轨车对位后,利用10t轨道式门吊、采用特制扁担梁(配专用钢轨吊具)进行卸车,钢轨两端悬长为6m。卸车时,三根一组。钢轨卸至平台,扣放排列,排列平直、整齐、牢固。多层存放时,每层支垫间距不大于5m,上下层支垫垂直对齐,偏差不得超过200mm。不同钢种及轨型的钢轨实行分类堆码。每层堆放量不得超过120根,堆放不得超过6层。不同类型、不同轨种不得混放,要标识清楚,堆放在存轨台上的钢轨,要与相邻的钢轨留有50mm间隙,以便下次吊运方便。
(2)选配轨
10t移动门吊运轨至选轨平台,人工散开钢轨,每次1组(3根),散开钢轨,做好焊接顺序标号。检查钢轨全长表面质量,对合格钢轨进行焊前配置。利用专用测量工具(1m、1.5m专用直靠尺、游标卡尺、深度尺、塞尺、钢卷尺、标准轨型样板)对钢轨平直度、钢轨断面尺寸、钢轨长度和表面质量进行检查。对轨端 1.5m范围内平直度超标的钢轨,利用轨端校直机校直至合格。不符合焊接要求的短钢轨分类堆码。根据配轨表长轨条长度对合格钢轨进行焊前配置,并顺序进轨。
根据需要长度使用带锯床锯轨。
(3)轨端除锈刷面
利用除锈刷面机对钢轨的顶面、轨底面及端面进行除锈、除锈范围距轨端50~600mm,经刷锈打磨后钢轨表面露出金属光泽,刷锈打磨深度不超过0.2mm。
MBC-14-L型钢轨除锈机的自动操作程序是:A、完成操作前的准备程序,机器处于初始状态。B、操作盘上的手动状态按钮灯亮,如果除锈机内没有钢轨,输入和长轨头按钮灯闪亮。C、如果按长轨头按钮,长轨头按灯亮,按自动状态按钮,按钮灯亮,接通钢轨传送选择开关和控制开关,待除锈钢轨由操作人员控制,从传送辊道进入钢轨除锈机,钢轨的尾端被停止于位置2,下一根待除锈钢轨的前端停在位置1。D、自动除锈过程开始,自动进入水平除锈、间隙控制、垂直除锈作业。E、除锈作业完成后,前根钢轨被自动移出除锈机。后一根钢轨由操作人员控制向出口移动,钢轨尾端自动停于位置2。F、输入按钮灯亮,准备进行下一作业循环。G、自动作业中,在水平或垂直按钮灯闪亮时,可再次重复前次的作业。
(4)焊接
将10根25米标准钢轨焊接成250米长钢轨。利用GAAS80/580闪光对接焊机焊接:
A、作业准备。全面检查焊机各系统状态,按规定进行润滑和保养试运转正常。B、检查待焊轨符合焊接要求,确认焊接工艺参数符合规定。C、控制开关置于自动位置,启动钢轨输送辊道,将左轨置于待焊位置,清洁规定部位后,进行左轨夹持对中。D、启动钢轨输送辊道,将右轨置于待焊位置,清洁规定部位后,进行右轨夹持对中。E、自动对中完成后,检查钢轨是否符合对中要求,若有错位,应进行手动调整。F、确认无误后,关闭防护屏,接通焊接电流开关,按焊接启动按钮,开始焊接。焊接过程包括闪平、预热、烧化、顶锻、保压5个阶段,焊接循环分为9步。闪平是将焊件端面凸出部分接触闪光,烧掉凸出部分,实现端面闪平,保证焊件端面全截面接触,然后对焊件预热,并对端面出现的氧化膜进行闪光烧化,加速烧化后,焊机自动进入顶锻阶段,快速挤压钢轨,顶锻力最大为800kN。自由顶锻,顶锻量为14—17mm。焊机自动焊后推凸,保证轨顶面及轨头两侧面的残留量不大于0.6mm,轨角上表面不大于0.8mm,其余部位不大于 1.0mm,避免切及母材。G、焊接过程完成后,拉开防扩屏,清除毛刺和焊渣,输送焊接的钢轨,准备下一个接头的焊接。H、作业结束后,按规定顺序停机,对焊机进行清洁和保养,切断电源和冷却水流。
(5)、焊接接头轨底打磨。轨底采用人工手持砂轮机纵向打磨。先将轨底上表面焊缝两侧各150mm范围内打磨顺平,然后距两侧轨底角边缘各35mm范围内打磨平整,最后打磨轨底面,确保轨底凸出量0~+0.5mm。母材打磨量不超过0.5mm。打磨过程中,避免砂轮冲击钢轨和在钢轨上跳动,产生凹坑,并防止进刀量过大和时间过长,造成钢轨表面发黑、发蓝。
(6)、焊接接头正火(配备风冷)。采用ZH-2/160KW型感应正火设备对接头进行正火。当焊接接头温度低于500℃时,进入中频电感应圈对钢轨焊缝加热到900℃(±10℃)。加热到规定温度后,用0.13—0.15Mpa无油压力空气冷却2分钟。使焊缝机械性能提高。轨温控制采用GD光电测温仪 (400℃—900℃)实测。通过正火,细化晶粒;通过快速冷却,提高接头的硬度等力学性能指标。
(7)、轨顶面及轨头两侧面焊缝粗打磨。用人工手持砂轮打磨,将轨头顶面、两侧面的残留焊瘤及全部毛边除尽,保持轨头原圆弧部分形状,避免打亏。打磨后保证焊缝较钢轨母材高0.6mm。打磨过程中,避免砂轮冲击钢轨和在钢轨上跳动,产生凹坑。手砂轮打磨到焊头中焊瘤的部位时,避免用力长时间打磨一个位置。否则,容易出现马氏体。
(8)、焊缝水冷却。钢轨温度低于250℃后进入冷却隧道,进行水冷却。冷却隧道利用雾化循环水进行钢轨焊缝冷却,冷却时间一般为2-4分钟,冷却钢轨焊缝温度低于50℃或与钢轨温度一致为止。
(9)、焊缝四向调直。钢轨调直前,先利用直线度电子测量系统检测焊缝两侧各500mm范围内的平直度,并确定踏面和内侧作业面调直位置和调直力,然后利用SPM-4N四向调直机(带自动测量装置)进行调直。调直完毕,再用测量系统检测焊缝两侧各500mm范围内的平直度。若焊缝两侧直线度超出0~+ 0.3mm/m范围,需重新调直。
(10)、焊接接头精磨。精磨前,利用直线度电子测量系统检测焊缝两侧各500mm范围内的平直度,并确定踏面和内侧工作面的磨削量。使用MMA-14A 型精磨机(带自动测量装置)精磨时,要确定磨石进给量。精磨过程中,注意观察精磨进度,并及时调整仿形角度。精磨完毕,用测量系统检测焊缝两侧各 500mm范围内的平直度,若直线度超出0—+0.3mm/m范围,需重新精磨,直至合格。
(11)、焊缝超声波探伤。使用CTS-26A超声波全断面组合探头探伤仪对焊缝进行无损探伤。探伤前,清理焊缝两侧各40cm范围内的锈斑、焊碴、水渍等;
将焊缝两侧各40cm范围的钢轨均匀涂油,并安置好探伤仪探头,确保探头与钢轨间密贴。每班作业前,探伤仪利用标准件进行标定,确定探伤灵敏度。使用探伤仪22dB频率对焊缝的轨头、轨腰及轨底进行超声波穿透扫描,发现焊头存在缺陷,再用26dB对缺陷放大扫描,确认缺陷的性质、位置和面积,对存在过烧、未焊透、裂纹、气孔夹碴、铸态金属组织、灰斑单个面积超过10mm2或总面积超过20mm2的焊头予以截除,重新焊接。
(12)、长钢轨最终检验。利用专用lm直尺、塞尺、波纹测量尺、轨温计、50m钢卷尺等测量仪器对每一个焊缝外观尺寸进行最终检验,测量并记录长钢轨出厂轨温和长度。对合格长钢轨签发出厂合格证。
(13)、长钢轨存贮、装车。2500m长钢轨存放区设有18台3t固定式龙门吊,龙门吊电动葫芦采用单控和集中控制相结合。长轨存放区轨垫间距不大于 5m。多层存放时,保持轨垫垂直对齐、平整、稳定。在长钢轨吊起移动过程中,保证相邻两个夹具高度差不大于15cm和水平位置直线偏差不大于15cm,防止长钢轨吊装过程中变形。不同轨型的长钢轨分类堆放。
4.正火前,钢轨焊接接头的温度低于500℃,正火加热的温度要严格执行经过型式试验的技术参数。
5.焊头在冷却前,温度控制在200℃以下。
6.四向调直前,根据室外环境温度确定上拱调整量。根据经验,在常温下,调整上拱为0.15-0.35mm,气温在-10℃-0℃,变化量约为0.1mm/20℃。
7.焊头打磨时磨削量适当,表面不得出现发黑和发蓝现象;不得横向打磨;打磨时砂轮机不得跳动,打磨表面要光整;圆弧过渡轮廓要圆顺,不得有明显的凸出和棱角。
8.存轨台位基础稳定,台位顶面水平和平顺,以防止长钢轨条的放置后发生变形。
9.各工位使用的量具要定期校检。
10.各工序作业人员认真如实地填写各自的质量记录,质量记录清晰、规范,不得有涂改现象。
11.每个焊接接头的记录图纸,由焊轨车间技术人员进行检查,分部质检人员每班按不少于10%的比例进行抽查。
12.技术资料要妥善保管及归档,保存期不得少于一个线路大修周期。
13.焊轨中心的任务分工及检测机具设备
根据我单位在秦沈客运专线焊轨的成功经验(此经验已列入铁道部工法),结合本工程的实际特点,特成立以下一套完整的施工、检测组织机构和检测设备,从而确保焊接的长钢轨的焊接质量。见下图。
焊轨中心组织机构
14.安全措施
14.1安全实行规范化管理。焊轨中心将设备操作规程、岗位安全责任制编成《管理手册》,人手一册。每季度进行安全常识考核和安全检查。
14.2警示标志。对配电、高温部位设有防触电、防触摸标志。厂区内严禁吸烟。
14.3起吊作业必须佩带安全帽,手工打磨必须戴口罩和防护眼镜。
14.1所有操作人员持证上岗;
14.2电工、配轨、焊接、人工打磨、质量检验配备一名有一定工作经验的技师,探伤人员具备二级以上资质;
14.3新工人每季度进行理论考核。
14.4 要经常检查龙门吊各部动作是否正常,检查钢丝绳是否完好,如发现问题及时更换,并应予报废。作业时不得站在重物下方,至少3m以外。在作业过程中,要有专人负责,统一指挥,协同动作。
14.5 钢轨在吊运堆码过程中,要轻吊轻放,严禁撞击,以防损坏钢轨。
14.6 钢轨行走检查时,不可用手直接摸擦钢轨,翻动钢轨时,注意人
焊轨中心机具设备一览表
班组 工位 名 称 规格型号 单位 数量 用 途
(一) 焊
前
组 配轨 辅助辊轮输送线 套 1 轨端调直输送
移动门吊 10t×20m 台 1 卸轨、储存
标准直尺 1m、1.5m 件 各1 检验
游标卡尺 300mm 件 1 检验
深度尺 100mm 件 1 检验
塞尺 把 1 检验
钢卷尺 25m 把 1 检验
标准轨型样板 套 1 检验
轨端
校直 轨端校直机 315t 台 1 调校轨端
特制钢尺 1.5m 件 1 检验
锯轨 带锯床 GB4032C 台 1 锯轨
钢板尺 300 件 1 检验
除锈 刷锈机 MBC-14-L 台 1 轨端除锈
手砂轮机 台 1 补充除锈
备轨 固定式门吊 3t×10m 台 2 备轨
打测标 钢卷尺 25m 把 1 测量
轨温计 0~50℃ 个 1 测量
拉力秤 件 1 辅助
磁力座 件 1 辅助
(二) 焊
接
组 焊接 主滚轮输送线 套 1 输送钢轨
焊机 GAAS80/580 台 1 焊接
特制缺口钢板尺 1m 件 1 测量起拱量
轨底轨角打磨 手砂轮机 台 2 打磨
钢板尺 1m 件 1 测量
正火 电感应加热设备 160KW 套 1 加热
无油空压机 0.13~0.15Mpa 台 1 吹风
点温计 400~900℃ 件 1 测温
钟表 块 1 计时
粗打磨 手砂轮机 台 1 打磨
钢板尺 1m 件 1 测量
水冷却 冷却隧道 台 1 水冷
点温计 0~400℃ 件 1 测量
调直 四向调直机 SPM-4N 台 1 调直
电子自动测量仪 台 1 调直
精磨 精磨机 MMA-14 台 1 精磨
电子自动测量仪 台 1 测量
焊轨中心机具设备一览表
班组 工位 名 称 规格型号 单位 数量 用 途
(三)检
验
组 探伤 超声波探伤仪 CTS-26A 台 1 探伤检查
全端面组合探头 套 1 探伤检查
标准试块 套 1 调试用
人工
检测 特制直尺 1m 件 1 平直度检测
塞尺 把 1 平直度检测
特制直尺 1.5m 件 1 平直度检测
钢板尺 1m 件 2 长度检测
轨温计 0~50℃ 件 1 测轨温
试验 落锤试验机 1000±5kg 台 1 型式周期试验
(四)发
运
组 长轨储存装车 固定门吊 3t×20m 台 13 长轨下线及装车
(五)辅
助
组 配电 变压器 630KVA 台 1 焊机专用
变压器 500KVA 台 1 其它设备用
配电设施 套 1
维修 专用维修工具 套 1 维修
滤油机 台 1 维修
采暖 锅炉 0.7WM 台 1 采暖
要避开撬棍,以防失手伤人。
15、质量控制标准
15.1有下列情况之一的焊接接头锯掉重焊:
(1)、焊接记录曲线检测值超出规定范围;
(2)、焊接钢轨有任何面积的电极灼伤或打磨灼伤;
(3)、焊接过程中出现异常而及时中断焊接形成的焊接接头;
(4)、焊接接头表面有超过标准而必须整修的缺陷,如裂纹、钢轨母材损伤严重错口、打磨和推凸损伤等;
(5)、焊缝探伤检查判定不合格的焊头。
16、通过型式试验确定焊机焊接工艺参数。
17、周期性试验
生产中按验标规定每焊接500个焊头,要进行周期性试验。
焊接工艺参数
10-01-01基本步骤
02.0 03.0 08.0 100 200 50.0
400 0.00 0.00 005 000 12.8
10-02-02闪平
05.0 750 060 220 000
000
10-03-04预热
1.00 5.00 120 610 009
02.5 1.40 0.80 110 01.0 011
10-04-02烧化
10.5 900 035 090 000
000
10-05-02加速烧化
10.0 900 999 065 000
15.5 800 999 110 000
10-06-02顶锻1
16.0 800 999 130 000
19.0 850 999 220 011
10-07-06顶锻2
0.50 22.0 000 200 001
0.20 700 400 38.9 011
10-08-05保压阶段
6.00 450 000 000 001 38.9
3.00 300 000 000 011
最佳回答:
(1)焊接前,应先检查焊机设备和工具是否安全,如焊机接地及各接线点接触是否良好,焊接电缆绝缘外套有无破损等。
(2)在设备上进行焊接前,应先把设备的接地或接零线拆掉,焊接完后再恢复。
(3)进行电焊作业前,应检查作业环境,清除危险有害因素和设置监护人员。当附近有其他人员和有关设施时,应采用屏护和安全间隔等,保证作业安全。需在高处焊接作业时,必须挂好安全带。
(4)更换焊条时,焊工应戴绝缘手套。
(5)在金属容器内、金属结构上及其他狭小工作场所焊接时,触电的危险性最大,必须采取专门的防护措施。如采用垫橡皮垫,戴皮手套,穿绝缘鞋等,以保障焊工身体与焊件间绝缘。禁止使用简易无绝缘外壳的电焊钳。
(6)改变焊机接头,更换焊件需要改接二次回路时,应选择转移工作地点、焊机检修暂停工作或下班等,且必须切断电源后方可进行操作。
(7)焊机应设置在防雨和通风良好的地方。焊接现场不准堆放易燃易爆物品。
(8)交流弧焊机一次侧电源线必须绝缘良好,不得随地拖拉,长度应不大于5m,进线处必须设置防护罩。
(9)焊机二次接线宜采用YHS型橡皮护套、铜芯多股软电缆,电缆的长度应不大于30m。
(10)根据施工需要,电焊机宜按区域或标高层集中设置,并应编号。
(11)布置在室外的电焊机应设置在干燥场所,并设棚遮蔽。
(12)电焊机的外壳应可靠接地,不得多台串联接地。
(13)电焊机各线卷对电焊机外壳的热态绝缘电阻值不得小于0.4MΩ。
(14)电焊机的裸露导电部分和转动部分应装安全保护罩,直流电焊机的调节器被拆下后,机壳上露出的孔洞应加设保护罩。
(15)电焊机的电源开关应单独设置,直流电焊机的电源应采用启动器控制。
最佳回答:
1 电焊机必须符合现行有关焊机标准规定的安全要求,有统一、清晰的编号。
2 如果手工电弧焊机的空载电压高于4.1条款现行相应焊机标准规定的限值,而又在有触电危险的场所作业,则对焊机必须采用空载自动断电装置等防止触电的安全措施。
3 电焊机的工作环境应与焊机技术说明书上的规定相符.如在气温过低或过高,湿度过大,气压过低以及在腐蚀性或爆炸性等特殊环境中作业,应使用适合特殊环境条件性能的电焊机,或采取防护措施。
4 防止电焊机受到碰撞或剧烈震动(特别是整流式焊机)。室外使用的电焊机必须有防雨雪的防护设施。
5 电焊机必须装有独立的专用电源开关,其容量应符合要求。当焊机超负荷时,应能自动切断电源.禁止多个焊机共用一个电源开关。
6 电源控制装置应装在电焊机附近人手便于操作的地方,周围留有安全通道。
7 采用启动器启动的焊机,必须先合上电源开关,再启动焊机。
最佳回答:
金属焊接(切割)工安全操作规程
金属焊接(切割)工是金属焊接(切割)作业场所的安全直接责任者,对本岗位安全负责,金属焊接(切割)工必须熟练掌握其操作规程及相关专业知识,并依法经过培训,取得操作资格证,持证上岗。
(一)岗位职责
1、在金属焊接(切割)过程中,必须严格遵守国家法律、法规、规章、标准和技术规范。
2、积极参加有关部门组织的操作安全知识和业务培训,掌握其操作规程及相关专业知识,增强金属焊接(切割)能力。
3、严格执行工艺过程和操作规程。
4、认真对作业现场进行安全检查,发现异常情况,及时、如实向上级汇报并积极处理。
5、经常检查电焊机接地是否可靠,熟悉焊接设备、氧气、乙炔的性能,确保在金属焊接(切割)过程中安全可靠。
6、不准焊接和切割受力构件和有内压的容器,焊割装过易燃、易爆物品或油类的容器时,应先清洗干净,并将所有盖口打开,向上方经检查合格后,方可进行工作。
7、在焊接工作场所不得存有煤油、汽油或其他易燃易爆物品,否则不得进行焊接工作。
8、有权制止、纠正他人的不安全行为,有权拒绝违章指挥和强令冒险作业,发现直接危及人身安全的紧急情况时,有权停止作业并采取应急措施后撤离作业场所。
9、雨雾天,不得在露天场所进行电焊工作。
10、工作结束时,要立即切断电源,盘好电源线,清扫场地仔细认真地检查工作现场,确认无安全隐患后,方可离开工作现场。
11、在金属焊接(切割)工作场所,按规定要求配备所需消防器材。
12、氧气瓶、乙炔瓶间距5米以上,距明火距离10米以上,确保在作业过程中安全。
13、金属焊接(切割)工必须正确佩戴和使用劳动防护用品。
14、必须遵章守纪,杜绝“三违”现象。
最佳回答:
先根据尺寸画出等腰梯形,算出腰长,将两腰延长以交点为圆心,两腰端点画圆弧,从端点依次截取腰长十二等分
其他答案1:
先计算出两个圆的周长
其他答案2:
圆锥放样有这个好用的软件
其他答案1:
电弧是否稳定,电流,电压是否波动太大
其他答案2:
焊机不运行你怎么焊
最佳回答:
防止触电 焊机要安全接地、用前要检查焊机及电线、气管等是否正常。
防止灼伤 施焊过程要注意劳动防护用品的穿戴:护目墨镜、焊工手套、工作服、工作鞋。
最佳回答:
同是一路人啊。我也遇到这样的情况。分数扣了,但看不见问题。在哪里也找不到。我还以为发错了呢,又重新发了一次结果还是一样。晕死!!~~~
我提的问题都三天了,到现在还没出现,都多少分钟了,不会出来了,分数白扔了。没希望了!~~~
其他答案1:
我也有过,只不过我的悬赏只有20分,我提了5分钟,都没有看到,最后知道,上面写的问题已关闭{失效},气死我了~~~
其他答案2:
你在“我的提问”中去看一下,如果没有的话就是系统删除了。
其他答案3:
也许被删除了。
问题没什么新意。
其他答案4:
ksk ksk
其他答案5:
要等几分钟才会出现啊















Leave A Comment